BOSM -6010 Gisupak-Ulo nga Boring Milling Machine


1. Paggamit sa makina:
Ang BOSM- 6000 * 1000 fixed-beam CNC gantry double-column head-to-head boring ug milling machine usa ka espesyal nga himan sa makina alang sa pagproseso sa mga bukton/stick sa excavator. Ang unlan, makaamgo sa paspas nga pagproseso sa workpiece, ang workpiece mahimong drilled, galingon, ug bored sulod sa epektibo nga stroke range, ang workpiece mahimong maproseso sa lugar sa usa ka higayon (dili kinahanglan alang sa secondary clamping), ang loading ug unloading speed paspas, paspas ang pagpahiluna sa posisyon, ug taas ang katukma sa pagproseso. Taas, taas nga kahusayan sa pagproseso.
2.Ang istruktura sa makinamga bahin:
Ang mga nag-unang sangkap sa himan sa makina: higdaanan, workbench, wala ug tuo nga mga kolum, mga sagbayan, gantri nga nagkonektar sa mga sagbayan, mga saddle, mga laking karnero, ug uban pa, ang dagkong mga bahin gihimo sa resin sand molding, taas nga kalidad nga gray nga puthaw 250 nga paghulma, annealed sa init. buho sa balas → pagkatigulang sa vibration → pagtambal sa kainit Pag-anam sa hurno → pagkatigulang sa vibration → rough machining → pagkatigulang sa vibration → pag-ani sa init nga hurno → pagkatigulang sa vibration → pagtapos, hingpit nga wagtangon ang negatibo nga stress sa mga bahin, ug huptan nga lig-on ang pasundayag sa mga bahin. Ang fixed bed, ang wala ug tuo nga mga kolum, ang gantry, ug ang workbench molihok; Kini adunay mga gimbuhaton sa milling, boring, drilling, countersinking, tapping, ug uban pa. Ang paagi sa pagpabugnaw sa himan mao ang external cooling. Ang himan sa makina naglangkob sa 5 feed axes, nga makaamgo sa 4-axis linkage ug 5-axis single-action. Adunay 2 ka power head. Ang axis sa himan sa makina ug ang ulo sa gahum gipakita sa numero sa ubos.


2.1Ang nag-unang istruktura sa axial transmission feed bahin
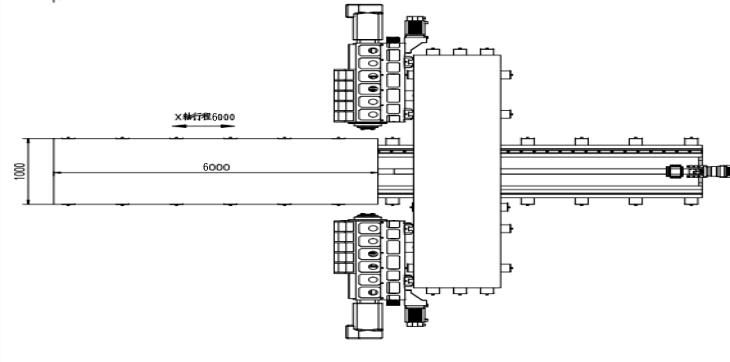
2.1.1. X-axis:Ang worktable mobalos sa ulahi subay sa guide rail sa fixed bed.
X 1- axis drive: AC servo motor plus high-precision planetary reducer gimaneho sa ball screw aron mapalihok ang lihok sa workbench aron makaamgo sa linear motion sa X-axis
Giya nga porma sa tren: ibutang ang duha ka high-strength precision linear guide rails.
2.1.2 Z1 axis:Ang ulo sa kuryente ug usa ka saddle gipatindog nga patayo sa atubangan nga bahin sa kolum, ug nagbalik-balik pataas ug paubos subay sa riles sa giya sa kolum.
Z1-axis transmission: AC servo motor ug synchronous wheel gigamit sa pagpadagan sa ball screw aron sa pagpadagan sa saddle aron makaamgo sa Z-axis linear motion
2.1.3 Z2 axis:Ang ulo sa kuryente ug usa ka saddle gipatindog nga patayo sa atubangan nga bahin sa kolum, ug nagbalik-balik pataas ug paubos subay sa riles sa giya sa kolum.
Z2-axis transmission: AC servo motor ug synchronous wheel gigamit sa pagpadagan sa ball screw aron sa pagpadagan sa saddle aron makaamgo sa Z-axis linear motion.
2.1.4 Y1 nga axis:Ang power head saddle gipahimutang nga patayo sa atubangan nga bahin sa tuo nga kolum, ug nagbalikbalik sa wala ug tuo ubay sa giya sa kolum nga riles.
Y1-axis transmission: AC servo motor plus high-precision planetary reducer gigamit sa pagmaneho sa ram nga moagi sa ball screw aron makaamgo sa linear motion sa Y1-axis
2.1.5 Y2 nga axis:Ang power head saddle gipahimutang nga patayo sa atubangan nga bahin sa tuo nga kolum, ug nagbalik-balik sa wala ug tuo ubay sa giya sa kolum.
Y2-axis transmission: AC servo motor plus high-precision planetary reducer gigamit sa pagmaneho sa ram nga moagi sa ball screw aron makaamgo sa Y2-axis linear motion.
2.2 Ang paglihok nga direksyon sa drilling ug milling power head (lakip na ang power head 1 ug 2) gigiyahan sa 4 linear roller guide rail pairs, ug ang drive nagsagop sa AC servo motor aron mamaneho ang synchronous belt (i=2) ug precision ball screw pares transmission. Ang ulo sa gahum nagsagop sa servo Ang motor gipahinay pinaagi sa kasabay nga sinturon ug kasabay nga ligid, gigiyahan sa bug-at nga katungdanan nga precision guide rail pair, ug nagduso sa bertikal nga ball screw nga magtuyok aron maamgohan ang bertikal nga paglihok sa ulo sa gahum . Gisangkapan usab kini og nitrogen balance bar aron makunhuran ang head-to-screw ug servo motor. Ang Z-axis nga motor adunay awtomatik nga brake function. Kung adunay pagkapakyas sa kuryente, ang awtomatik nga preno magkupot pag-ayo sa shaft sa motor aron dili kini makatuyok. Kung nagtrabaho, kung ang drill bit dili makahikap sa workpiece, kini paspas nga mokaon; sa diha nga ang drill bit makahikap sa workpiece, kini awtomatikong mobalhin ngadto sa working feed. Kung ang drill bit motuhop sa workpiece, awtomatiko kini nga mobalhin sa paspas nga pag-rewind; kung ang katapusan sa drill bit mobiya sa workpiece ug makaabut sa gitakda nga posisyon, ang worktable mobalhin sa sunod nga posisyon sa lungag aron makaamgo sa awtomatik nga sirkulasyon. Ang ulo sa gahum nagsagop sa kombinasyon sa wire ug hard rail, nga dili lamang nagsiguro sa katulin sa pagdagan sa mga ekipo, apan labi usab nga nagpauswag sa pagkagahi sa kagamitan. Ug kini makaamgo sa mga gimbuhaton sa blind hole drilling, milling, chamfering, chip breaking, automatic chip removal, ug uban pa, nga makapauswag sa labor productivity.

(wala nga power head)
2.3. Pagtangtang sa chip ug pagpabugnaw
Adunay mga spiral ug flat chain chip conveyor nga gi-install sa duha ka kilid sa ubos sa workbench, ug ang mga chips mahimong awtomatikong i-discharge sa chip conveyor sa katapusan pinaagi sa duha ka yugto sa spiral ug chain plates aron maamgohan ang sibilisadong produksyon. Adunay usa ka makapabugnaw nga bomba sa coolant tank sa chip conveyor, nga magamit alang sa gawas nga pagpabugnaw sa himan aron masiguro ang pasundayag sa drilling ug kinabuhi sa serbisyo sa drill bit, ug ang coolant mahimong ma-recycle.
3. Full digital numerical control system:
3.1. Uban sa chip breaking function, chip breaking time ug chip breaking cycle mahimong ibutang sa man-machine interface.
3.2. Uban sa tool lifting function, ang tool lifting height mahimong ibutang sa man-machine interface. Sa diha nga ang pag-drill makaabot niini nga gitas-on, ang drill bit dali nga gibayaw ngadto sa ibabaw sa workpiece, ug unya ang mga chips ilabay, ug dayon paspas nga ipasa ngadto sa drilling ibabaw ug awtomatikong nakabig ngadto sa trabaho.
3.3. Ang sentralisadong operasyon nga control box ug ang handheld unit nagsagop sa numerical control system ug nasangkapan sa USB interface ug LCD liquid crystal display. Aron mapadali ang pagprograma, pagtipig, pagpakita ug komunikasyon, ang interface sa operasyon adunay mga gimbuhaton sama sa dayalogo sa tawo-machine, bayad sa sayup, ug awtomatikong alarma.
3.4. Ang kagamitan adunay function sa pag-preview ug pag-inspeksyon pag-usab sa posisyon sa lungag sa wala pa pagproseso, ug ang operasyon sayon kaayo.
3.5. Awtomatikong lubrication
Machine tool precision linear guide rail pairs, precision ball screw pairs ug uban pang high-precision motion pairs nasangkapan sa automatic lubrication system. Ang awtomatik nga lubricating pump nagpagawas sa pressure oil, ug ang quantitative lubricator oil chamber mosulod sa lana. Human mapuno sa lana ang chamber sa lana, kung ang presyur sa sistema mosaka sa 1.4-1.75Mpa, ang switch sa presyur sa sistema sirado, ang bomba mohunong, ug ang pagdiskarga sa balbula sa samang higayon. Kung ang presyur sa lana sa dalan nahulog sa ubos sa 0.2Mpa, ang quantitative lubricator magsugod sa pagpuno sa lubricating point ug makompleto ang usa ka pagpuno sa lana. Tungod sa tukma nga suplay sa lana sa quantitative oil injector ug ang detection sa pressure sa sistema, ang suplay sa lana kasaligan, pagsiguro nga adunay usa ka oil film sa ibabaw sa matag kinematic nga pares, pagkunhod sa friction ug pagsul-ob, ug pagpugong sa kadaot sa ang internal nga istruktura tungod sa sobrang kainit. , aron masiguro ang katukma ug kinabuhi sa himan sa makina. Kung itandi sa pares sa sliding guide rail, ang rolling linear guide rail pares nga gigamit niini nga himan sa makina adunay sunod-sunod nga mga bentaha:
①Ang pagkasensitibo sa paglihok taas, ang friction coefficient sa rolling guide rail gamay, 0.0025 ~ 0.01 lamang, ug ang gahum sa pagmaneho mikunhod pag-ayo, nga katumbas lamang sa 1/10 sa ordinaryong makinarya.
② Ang kalainan tali sa dinamiko ug static friction gamay ra kaayo, ug ang pag-follow-up nga pasundayag maayo kaayo, nga mao, ang agwat sa oras tali sa signal sa pagmaneho ug ang mekanikal nga aksyon labi ka mubo, nga makatabang sa pagpauswag sa katulin sa pagtubag ug pagkasensitibo sa ang numerical control system.
③Kini angay alang sa high-speed linear motion, ug ang dali nga tulin niini mga 10 ka beses nga mas taas kaysa sa mga sliding guide rails.
④ Kini makaamgo sa walay gap nga paglihok ug pagpauswag sa lihok nga rigidity sa mekanikal nga sistema.
⑤Giprodyus sa mga propesyonal nga tiggama, kini adunay taas nga katukma, maayo nga versatility ug dali nga pagmentinar.

4. Kalibotan sa paggamit sa makina:
Suplay sa kuryente: tulo ka hugna nga AC380V ± 10%, 50Hz ± 1 Ambient nga temperatura: 0 ° ~ 45 °

5. Pangunateknikal nga mga parameter:
| Modelo | BOSM6010 | |
| Maximum nga pagproseso workpiece gidak-on | Gitas-on × gilapdon × gitas-on (mm) | 6000×1000×1500 |
| Gantry maximum feed | Lapad (mm) | 1300 |
| gidak-on sa working desk | Gitas-on X Lapad (mm) | 6000*1000 |
|
Horizontal ram type drilling ulo gahum ulo usa duha
| Gidaghanon (2) | 2 |
| Taper sa spindle | BT50 | |
| Diametro sa pag-drill (mm) | Φ2-Φ60 | |
| Diametro sa pagtapik (mm) | M3-M30 | |
| Katulin sa spindle (r/min) | 30~6000 | |
| Servo spindle nga gahum sa motor (kw) | 37 | |
| Usa ka spindle nga distansya sa ilong gikan sa sentro sa lamesa (mm) | 150-650 | |
| Gilay-on sa sentro sa double spindle nose end (mm) | 300-1300 | |
| Wala ug tuo nga stroke sa usa ka laking karnero (mm) | 500 | |
| Ang gilay-on tali sa sentro sa laking karnero ug sa eroplano sa lamesa (mm) | 200-1700 | |
| Pataas ug paubos nga stroke sa ram (mm) | 1500 | |
| Pagkabalikbalik | 300mm * 300mm | ±0.02 |
| Mga Dimensyon sa Machine Tool | Gitas-on × gilapdon × gitas-on (mm) | sumala sa mga drowing |
| Gross nga gibug-aton (t) | (gibanabana) 36 | |
Ang mga parameter sa ibabaw mao ang mga preliminary nga mga parameter sa disenyo. Sa aktuwal nga disenyo, mahimo nga adunay mga pagbag-o sumala sa mga kinahanglanon sa pagproseso sa workpiece ug ang mga kinahanglanon sa disenyo sa himan sa makina, aron matubag ang mga kinahanglanon sa mga bahin sa pagproseso sa imong kompanya.