GM5X-I 5-axis CNC Grinding Machine
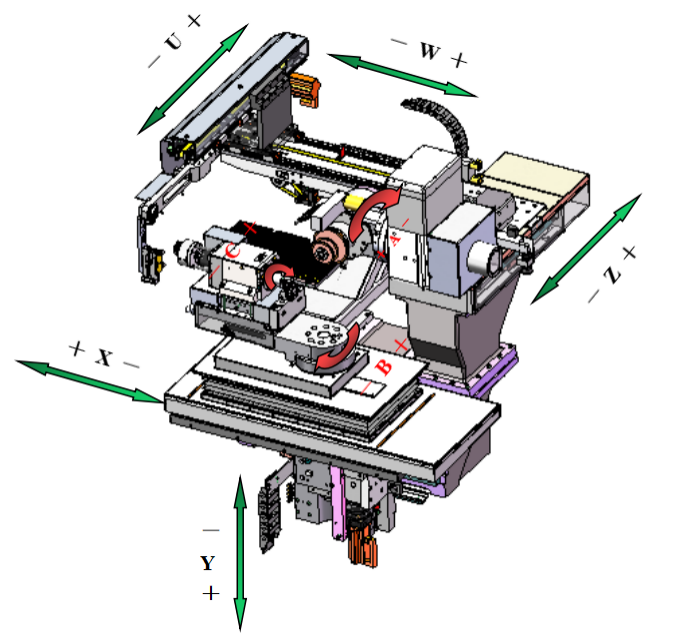
Panguna nga istruktura diagram sa makina
Sakop sa aplikasyon
Kini nga makina naggama og end milling cutter ug drills, nga angay alang sa pagproseso sa gahi nga haluang metal ug high-speed steel nga mga materyales.
Mga siklo sa paghimo sa himan ug paggaling
Standard nga mga galingan sa katapusan: grooving, backing, rake sharpening, bottom edge sharpening, digitization, regrinding.
1. Teknikal nga mga detalye
| № | Kontento | Kinahanglanon | Numero | Unit |
| 1.1 | Mga Dimensyon sa Workpiece | |||
| 1.1.1 | Clamping gitas-on | ≤ | 230 | mm |
| 1.1.2 | Clamping diametro | tali sa | 2-20 | mm |
| 1.1.3 | Guntinga ang gitas-on | ≤ | 150 | mm |
| 1.1.4 | Diametro sa paggaling | tali sa | 0.3-12 | mm |
| 1.2 | Paggaling nga Spindle | |||
| 1.2.1 | Type sa pagdrayb | Tukma | direkta nga pagmaneho | - |
| 1.2.2 | Gahum | rated nga gahum | 13.6 | kW |
| 1.2.3 | Pagpabugnaw | Tukma | Gipabugnaw sa lana | - |
| 1.2.4 | Pagkontrol sa tulin sa grinding wheel | Tukma | Stepless-speed | - |
| 1.2.5 | Bilis | tali sa | 0-10000 | rpm |
| 1.2.6 | Gidaghanon sa spindle grinding ulo | Tukma | 2 | mga pcs |
| 1.3 | Paggaling nga ligid | |||
| 1.3.1 | Diametro | ≤ | 150 | mm |
| 1.3.2 | Pinakataas nga gidaghanon sa mga ligid sa paggaling matag spindle | ≤ | 4 | mga pcs |
| 1.3.3 | Paggaling nga mga ligid sa spindle diameter | Tukma | 25 | mm |
| 1.3.4 | Programa nga kontrolado nga suplay sa coolant | Tukma | Oo | - |
| 1.3.5 | Gidaghanon sa mga coolant nozzle | ≥ | 3 | mga pcs |
| 1.4 | Sistema sa pag-clamping sa workpiece | |||
| 1.4.1 | Sistema sa pag-clamping | Tukma | Hydraulic, awtomatiko | - |
| 1.4.2 | Pag-clamping sa collet | Tukma | SCHAUBLIN W20 | - |
| 1.4.3 | Type sa pagdrayb | Tukma | direkta nga pagmaneho | - |
| 1.5 | Mga parameter sa axis | |||
| 1.5.1 | Type | Tukma | linear | - |
| 1.5.2 | X-axis nga pagbiyahe | ≤ | 280 | mm |
| 1.5.3 | Z-axis nga pagbiyahe | ≤ | 130 | mm |
| 1.5.4 | Y-axis nga pagbiyahe | ≤ | 230 | mm |
| 1.5.5 | XYZ axis nga resolusyon | Tukma | 0.0001 | mm |
| 1.5.6 | XYZ axis speed | ≤ | 10 | m/min |
| 1.5.7 | A-axis nga pagbiyahe | ≤ | 360 | degree |
| 1.5.8 | A-axis nga resolusyon | Tukma | 0.0001 | degree |
| 1.5.9 | A-axis nga tulin | ≤ | 300 | rpm |
| 1.5.10 | B-axis nga pagbiyahe | ± | 210 | grado |
| 1.5.11 | B-axis nga tulin | ≤ | 12 | rpm |
| 1.6 | Sistema sa pagkarga ug pagdiskarga | |||
| 1.6.1 | Sistema sa pagkarga ug pagdiskarga | Tukma | Truss type nga robotic nga bukton | - |
| 1.6.2 | Gidaghanon sa mga tray | Tukma | 2 | mga pcs |
| 1.6.3 | Awtomatikong pagkarga ug pagdiskarga sa diametro sa workpiece | Taliwala sa | 2-12 | mm |
| 1.6.4 | Awtomatikong pagkarga ug pagdiskarga sa gitas-on sa workpiece | ≤ | 40-200 | mm |
| 1.6.5 | Maximum nga gidaghanon sa mga workpieces | ≤ | 300 | mga pcs |
| 1.6.6 | Software | Tukma | Oo | - |
| 1.7 | Uban pang mga sangkap | |||
| 1.7.1 | Abilidad sa pag-ila sa mga workpiece sa mga himan sa makina | Tukma | Oo | - |
| 1.7.2 | Sentralisado nga awtomatikong lubrication nga sistema | Tukma | Oo |
|
| 1.7.3 | Tricolor nga signal nga lampara | Tukma | Oo | - |
| 1.8 | Opsyonal | |||
| 1.8.1 | Mga kagamitan sa pagbulag sa gabon sa lana | Tukma | Opsyonal | - |
| 1.9 | Pagkontrol | |||
| 1.9.1 | Sistema sa pagkontrol | Tukma | NUCN-IM8+ | - |
| 1.9.2 | Operation panel | Tukma | Touch screen | - |
| 1.9.3 | Digital control axis | Tukma | Oo | - |
| 1.9.4 | Pagpakita sa kolor | Tukma | Oo | - |
| 1.9.5 | Gidak-on sa Display | Tukma | 19 | pulgada |
| 1.10 | Tool grinding software module | |||
| 1.10.1 | Yano nga milling cutter | Tukma | Oo | - |
| 1.10.2 | Simple nga mga drills | Tukma | Oo | - |
| 1.10.3 | Probe awtomatikong detection mode | Tukma | Oo | - |
| 1.11 | Mga parameter sa elektrikal nga kagamitan | |||
| 1.11.1 | Boltahe | Tukma | 380±10% | V |
| 1.11.2 | Frequency | Tukma | 50±10% | Hz |
| 1.11.3 | Gahum | ≤ | 25 | KW |
| 1.12 | Mga sukat | |||
| 1.12.1 | Gitas-on | ≤ | 2 000 | mm |
| 1.12.2 | Lapad | ≤ | 2 800 | mm |
| 1.12.3 | Gitas-on | ≤ | 2 200 | mm |
| 1.12.4 | Kalidad | ≤ | 4 750 | kg |
2. Sumbanan nga lista sa pagsumpo
| № | Kontento | Modelo | Brand | Numero | ||
| 2.1 | Himan sa makina | |||||
| 2.1.1 | Pag-configure sa X-axis | |||||
| 2.1.1.1 | - Screw rod | Gipahiangay | NSK | 1 pcs | ||
| 2.1.1.2 | - Riles | 1×MR25-A2-760-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2 pcs | ||
| 2.1.2 | Konfigurasyon sa Y-axis | |||||
| 2.1.2.1 | - Screw rod | Gipahiangay | NSK | 1 pcs | ||
| 2.1.2.2 | - Riles | 1×MR35-C2-600-20-20-G2-V2+MRK | SCHNEEBERGER | 2 pcs | ||
| 2.1.3 | Pag-configure sa Z-axis | |||||
| 2.1.3.1 | - Screw rod | Gipahiangay | NSK | 1 pcs | ||
| 2.1.3.2 | - Riles | 1×MR25-A2-850-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2 pcs | ||
| 2.1.4 | Pag-configure sa A-axis | |||||
| 2.1.4.1 | - Anggulo nga encoder | ECN113 | HEIDENHAIN | 1 pcs | ||
| 2.1.4.2 | - Direkta nga pagmaneho sa motor | MSP-1000-2-002-158 | HIWIN | 1 pcs | ||
| 2.1.5 | B-axis turntable | Gipahiangay | GuTian | 1 pcs | ||
| 2.1.6 | Permanenteng magnet double head electric spindle | Rated nga gahum 7.1KW | Chuangyun | 1 pcs | ||
| 2.1.7 | Tulo ka axis truss manipulator | - | Chuangyun | 1 pcs | ||
| 2.1.8 | Tray | 148-LP-D4 | Chuangyun | 2 pcs | ||
| 2.1.9 | Tray | 148-LP-D6 | Chuangyun | 2 pcs | ||
| 2.1.10 | Tray | 148-LP-D8 | Chuangyun | 2 pcs | ||
| 2.1.11 | Pag-clamp sa apapangig | D0.5-3.2/D3.0-7.0/D7-13 | Chuangyun | 1 set | ||
| 2.1.12 | Taas nga katukma nga V-block | (3-5) | Chuangyun | 1 pcs | ||
| 2.1.13 | Taas nga katukma nga V-block | (5-7) | Chuangyun | 1 pcs | ||
| 2.1.14 | Taas nga katukma nga V-block | (6-12) | Chuangyun | 1 pcs | ||
| 2.1.15 | Collet | D4W20 (80-00004) | SCHAUBLIN | 1 pcs | ||
| 2.1.16 | Pagsusi | TS150 | HEIDENHAIN | 1 pcs | ||
| 2.1.17 | Grinding wheel rod (taas) | 119×∅31.75×∅96mm | Chuangyun | 1 pcs | ||
| 2.1.18 | Grinding wheel rod (mubo) | 87×∅31.75×∅96mm | Chuangyun | 1 pcs | ||
| 2.1.19 | Air conditioning | - | YUEDE | 1 pcs | ||
| 2.1.20 | Tricolor nga signal nga lampara | DC24V | Schneider | 1 pcs | ||
| 2.1.21 | Flowmeter | SI5000 | IFM | 1 pcs | ||
| 2.1.22 | Pagmaneho sa piho nga suplay sa kuryente | 15KW | NEWCOM | 1 pcs | ||
| 2.1.23 | Grupo sa balbula sa electromagnetic | M4GE280R-CX-E20D-5-3 | CKD | 1 set | ||
| 2.1.24 | X, Y, Z-axis awtomatikong lubrication nga sistema | - | Taiwan | 1 set | ||
| 2.2 | Konfigurasyon sa sistema sa CNC | |||||
| 2.2.1 | BOXPC | IMPC00S/P1 | Newcon | 1 pcs | ||
| 2.2.2 | Power filter | AGOFIL024A | NUM | 1 pcs | ||
| 2.2.3 | Power filter | AGOFIL001S | NUM | 1 pcs | ||
| 2.2.4 | Pagbatok | AGORES008 | NUM | 1 pcs | ||
| 2.2.5 | Sistema nag-unang suplay sa kuryente | MDLL3015N00AN0I | NUM | 1 pcs | ||
| 2.2.6 | Servo driver | MDLUX021B1CAN0I | NUM | 4 pcs | ||
| 2.2.7 | B-axis servo motor | ZLS1002-H60-D3M1-NNSB-D16E40 | NUM | 1 pcs | ||
| 2.2.8 | A-axis nga motor | MSP-1000-2-002-158 | NUM | 1 pcs | ||
| 2.2.9 | Y-axis servo motor | ZLS1454-H30-DCM1-SNSB-D24E50 | NUM | 1 pcs | ||
| 2.2.10 | X / Z-axis servo motor | ZLS1153-H30-D3M1-NNSB-D19E40 | NUM | 2 pcs | ||
| 2.2.11 | U / W axis servo driver | ZLS0754-H60-D2M1-SNSB-D14E30 | NUM | 2 pcs | ||
| 2.2.12 | V-axis servo motor | ZLS0754-H60-D2M1-SNSB-D14E30 | NUM | 1 pcs | ||
| 2.2.13 | Coupler | EX-1100 | Newcon | 1 pcs | ||
| 2.2.14 | Input | EX-210H | Newcon | 2 pcs | ||
| 2.2.15 | Output | EX-310H | Newcon | 2 pcs | ||
| 2.2.16 | Analog input module | EX-4054 | Newcon | 1 pcs | ||
| 2.2.17 | Terminator | EX-TRE01 | Newcon | 1 pcs | ||
| 2.2.18 | Operation panel | IMOP4106/H | Newcon | 1 pcs | ||
| 2.2.19 | NCK | IM8+ | Newcon | 1 pcs | ||
| 2.2.20 | NCK | IMSO100006 | Newcon | 1 pcs | ||
| 2.2.21 | NCK | IMSO100008 | Newcon | 1 pcs | ||
| 2.2.22 | NCK | IMSO100012 | Newcon | 1 pcs | ||
| 2.2.23 | NCK | IMPA100586 | Newcon | 1 pcs | ||
| 2.2.24 | NCK | IMSO100373 | Newcon | 1 pcs | ||
| 2.2.25 | NCK | IMSO100375 | Newcon | 1 pcs | ||
| 2.2.26 | NCK | IMSO100335 | Newcon | 1 pcs | ||
| 2.2.27 | NCK | IMSO100519 | Newcon | 1 pcs | ||
| 2.2.28 | NCK | IMSO100392 | Newcon | 1 pcs | ||
| 2.2.29 | NCK | IMSO100331 | Newcon | 1 pcs | ||
| 2.2.30 | NCK | IMSO100535 | Newcon | 1 pcs | ||
| 2.2.31 | NCK | IMSO100520 | Newcon | 1 pcs | ||
| 2.2.32 | NCK | IMSO100560 | Newcon | 1 pcs | ||
| 2.3 | Standard nga pagsumpo sa tool grinding software | |||||
| 2.3.1 | Yano nga milling cutter | Gipalambo sa kaugalingon ni Chuangyun | 1 pcs | |||
| 2.3.2 | Simple nga drill | Gipalambo sa kaugalingon ni Chuangyun | 1 pcs | |||
| 2.3.3 | Pagsusi sa pagbangga sa 3D gamit ang simulation sa makina sa 3D | Gipalambo sa kaugalingon ni Chuangyun | 1 pcs | |||
| 2.3.4 | 3D tool simulation | Gipalambo sa kaugalingon ni Chuangyun | 1 pcs | |||
| 2.3.5 | Awtomatikong pagkakita sa pagsusi | Gipalambo sa kaugalingon ni Chuangyun | 1 pcs | |||