






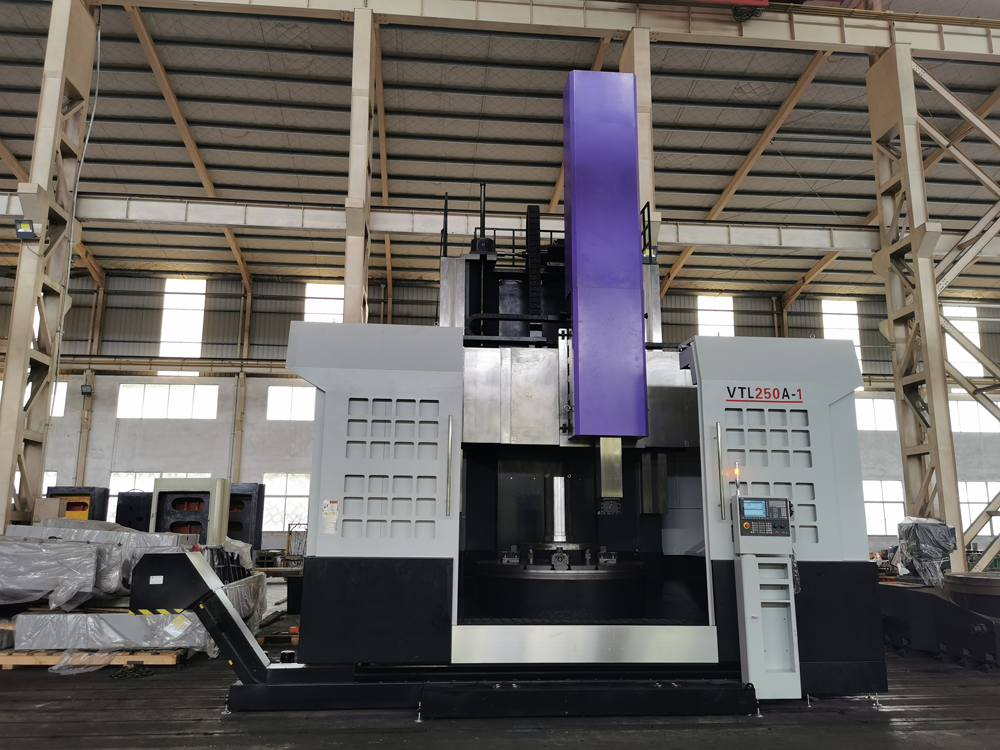
DagkoCNC bertikal lathesmao ang mga dagkong makinarya, nga gigamit sa pagproseso sa dagko ug bug-at nga mga workpiece nga adunay dagkong radial nga mga dimensyon ug medyo gamay nga axial nga dimensyon, ug komplikadong mga porma. Pananglitan, ang cylindrical surface, end surface, conical surface, cylindrical hole, conical hole sa nagkalain-laing disc, ligid ug set sa workpieces mahimo usab nga maproseso sa tabang sa dugang nga mga himan alang sa threading, spherical surface, profiling, milling ug grinding.
Ang auxiliary nga panahon sa dako nga-scaleCNC VTL Machinemubo ra kaayo. Makompleto niini ang tanan nga sulud sa pagproseso sa usa ka clamping. Sulayi ang pagpili sa bukas nga kabit nga adunay taas nga rigidity, nga dili makabalda sa agianan sa himan, ug makompleto ang pagproseso sa workpiece sa sulud sa spindle stroke. Isip usa ka automated kaayo nga himan sa makina, lainlain nga mga alarma ang makita pagkahuman sa usa ka panahon sa paggamit. Ang uban mga kapakyasan sa sistema, ang uban dili husto nga mga setting sa parameter, ug ang uban mga mekanikal nga kapakyasan. Ang mga alarma sa fan usa niini.
 Kung mahitabo ang ingon nga sitwasyon, susiha una ang internal fan. Kon kini dili moliko, kuhaa kini ug tan-awa. Kung kini hugaw kaayo, pahiran kini og alkohol o gasolina sa dili pa kini ibutang. Kung adunay alarma, kinahanglan nimo nga ilisan ang servo amplifier. HC ang makita. Ang kasamtangan nga alarma, kasagaran aron mahibal-an ang abnormal nga kasamtangan sa DC nga bahin, una nga tan-awon ang mga parameter sa servo, ug dayon kuhaa ang linya sa kuryente sa motor. Sa panahon, adunay usa ka alarma aron mapulihan ang servo amplifier. Walay alarma. Ibaylo ang motor ug linya sa kuryente sa lain nga axis aron mahibal-an kung kini ba ang motor o linya sa kuryente. Problema: Kung ang J makita sa display, kini nagdepende kung kini usa ka problema sa PC. Susiha kon husto ba ang motherboard, interface conversion board ug PCRAM control board device, ilisan ug i-debug hangtod matino ang hinungdan, ug sulbad dayon ang problema.
Kung mahitabo ang ingon nga sitwasyon, susiha una ang internal fan. Kon kini dili moliko, kuhaa kini ug tan-awa. Kung kini hugaw kaayo, pahiran kini og alkohol o gasolina sa dili pa kini ibutang. Kung adunay alarma, kinahanglan nimo nga ilisan ang servo amplifier. HC ang makita. Ang kasamtangan nga alarma, kasagaran aron mahibal-an ang abnormal nga kasamtangan sa DC nga bahin, una nga tan-awon ang mga parameter sa servo, ug dayon kuhaa ang linya sa kuryente sa motor. Sa panahon, adunay usa ka alarma aron mapulihan ang servo amplifier. Walay alarma. Ibaylo ang motor ug linya sa kuryente sa lain nga axis aron mahibal-an kung kini ba ang motor o linya sa kuryente. Problema: Kung ang J makita sa display, kini nagdepende kung kini usa ka problema sa PC. Susiha kon husto ba ang motherboard, interface conversion board ug PCRAM control board device, ilisan ug i-debug hangtod matino ang hinungdan, ug sulbad dayon ang problema.

Unsa ang mga butang nga kinahanglan nga pagtagad sa pagmentinar sa dako nga CNCVTL Machining?
1. Human sa pagsugod sa nag-unang motor sa matag higayon, ang spindle dili makasugod dayon. Pagkahuman ra nga ang pump sa lubrication normal nga nagtrabaho ug ang bintana sa lana adunay lana, ang spindle mahimong masugdan aron tugotan ang himan sa makina nga molihok.
2. Ang tornilyo magamit lamang kung maglikos sa mga hilo aron masiguro ang katukma ug kinabuhi niini.
3. Hupti ang sulod ug gawas sahiman sa makinaaron mahimong limpyo, ang mga parte sa makina kompleto, ang mga screw rod ug gipasinaw nga mga rod walay lana, ug ang guide rail surface limpyo ug intact.
4. Buhata ang lubrication work sa matag lubrication point sumala sa gitino nga mga kinahanglanon (tan-awa ang mga instruksiyon sa label sa machine tool lubrication system alang sa mga detalye).
5. Kanunay nga susihon ug i-adjust ang kahugot sa V-belt saCNC bertikal lathe.
6. Hatagi'g pagtagad ang pagsusi sa kondisyon sa pagtrabaho sa oil pump aron maseguro nga ang headbox ug feed box adunay igo nga lubricating oil. Ang lubricating oil sa matag tangke kinahanglan dili muubos sa sentro sa matag oil standard, kung dili ang makina nga himan madaot tungod sa dili maayo nga lubrication.
7. Limpyohi ang oil filter copper mesh sa oil filter sa oil inlet sa bedside box kada semana aron maseguro nga limpyo ang lubricating oil.
8. Sa diha nga ang spindle nagtuyok sa usa ka taas nga tulin, sa bisan unsa nga kahimtang kinahanglan nga imong ibira ang nagbalhin-balhin nga kuptanan.

Oras sa pag-post: Nob-24-2021