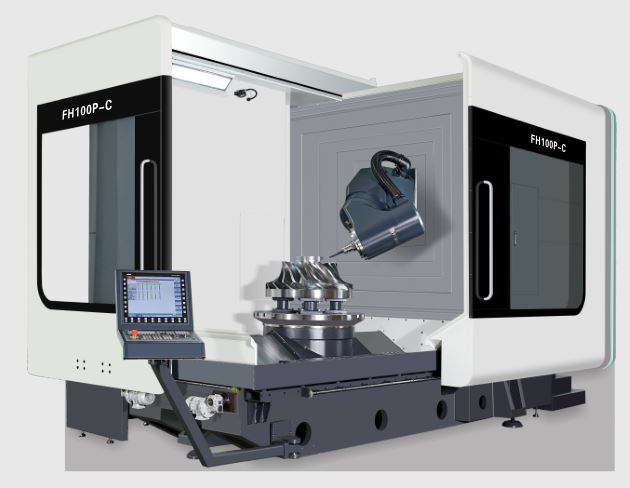
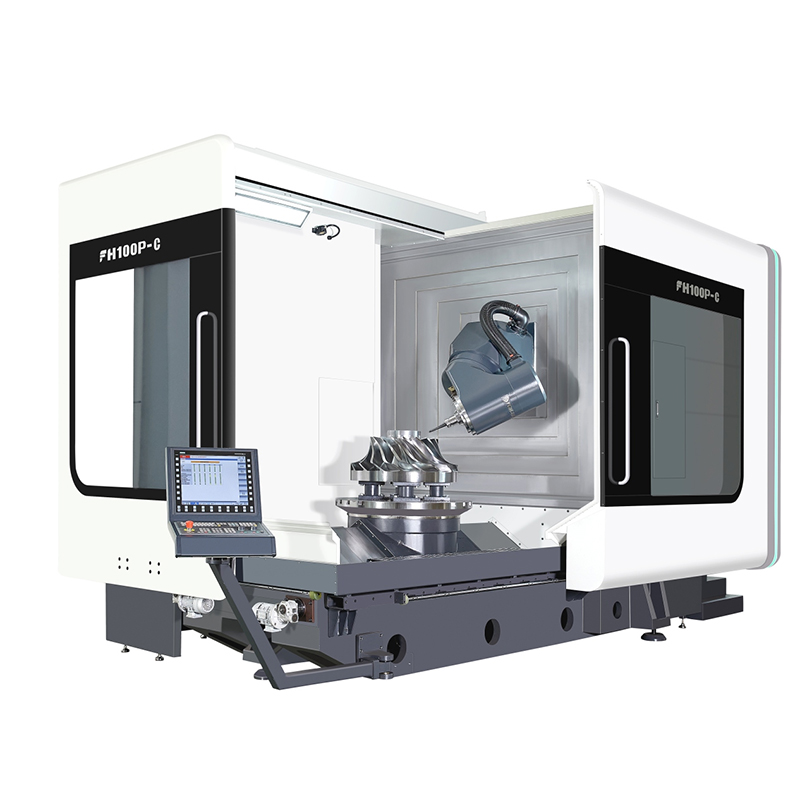
5 Axes nga Dungan nga Paggaling sa 100P-C
Kasangkaran sa suplay
Standard nga mga accessories function table (palihug tan-awa ang controller function alang sa electric control nga bahin)
1. Siemens 840DSL controller
2. Brand Own nga five-axis multi-function swing head
3. Electric spindle DGZX-24012/34B2-KFHWVJS
4. HSK-A100 40-tool nga magasin nga awtomatikong sistema sa pagbag-o sa himan
5.X / Y / Z hollow cooling ball screw drive
6. 7 roller linear slides (3 para sa X axis, 2 para sa Y/Z axis)—BOSCH REXROTH
7. X/Y/Z tulo-ka-axis bug-os closed-loop optical magmamando
8. De-koryenteng kahon sa pagkontrol sa temperatura nga aparato
9. Spindle cooler
10. Spiral chip rolling device ug likod nga puthaw chip conveyor puthaw chip sakyanan
11. Tubig gikan sa sentro sa spindle, annular water spray
12. Huypa ang hangin sa tunga sa spindle, ug huypa ang hangin sa ring.
13. Ang lima ka axis nga ulo nga crescent moon naghuyop sa tubig, ug ang crescent moon naghuyop sa hangin.
14. 1 nga matang sa safety interlock alang sa atubangan ug kilid nga mga pultahan sa pagtrabaho
15. Spindle circulation cooling device.
16. Waterproof nga nagtrabaho fluorescent lamp
17. Hydraulic station device
18. Renishaw OMP60 Infrared Probe Unit
19. Renishaw Laser Tool Setter
20. Sentral nga sentralisadong automatic feeding lubrication device
21. Operation kilid sa paglimpyo sa tubig gun ug hangin interface
22. Pagputol sa fluid cooling system
23. Bug-os nga gisulod nga protective sheet metal
24. Kahon sa operasyon
25. Ang kahon sa kuryente adunay gamit nga air conditioner
26. Siemens electronic handwheel
27. Foot-operated spindle tool release switch
28. Foundation level pads ug foundation bolts
29. Mga himan sa pag-adjust ug mga toolbox
30. Teknikal nga Manwal
Parameter
| butang | Uni | FH100P-C |
| X axis nga pagbiyahe | mm | 1000 |
| Y axis nga pagbiyahe | mm | 1150 |
| Z axis nga pagbiyahe | mm | 1000 |
| Distansya gikan sa spindle nose hangtod sa work table surface | mm | 160-1160 |
| Horizontal nga ulo sa paggaling | mm | 30-1030 |
| Pagpakaon / paspas nga paglihok nga tulin | m/min | 40 |
| Puwersa sa pagpakaon | KN | 10 |
| Rotary table (C axis) | ||
| Gidak-on sa lamesa sa pagtrabaho | mm | Ø1050 |
| Max.table load (galingan) | kg | 4000 |
| Max.table load (pagliko) | kg | 3000 |
| Rotray nga lamesa | rpm | 45 |
| Paggaling/pagpabalik sa woking table (compound milling ug turning) | rpm | 500 |
| Minimum nga anggulo sa split | ° | 0.001 |
| Gi-rate nga torque | Nm | 1330 |
| Maximum nga torque | Nm | 2630 |
| CNC swing milling ulo (B axis) | ||
| Sakup sa pag-swing(0=Bertikal/180=Lebel) | ° | -15~180 |
| Paspas nga paglihok ug katulin sa pagpakaon | rpm | 103 |
| Minimum nga anggulo sa split | ° | 0.001 |
| Gi-rate nga torque | Nm | 1050 |
| Maximum nga torque | Nm | 2130 |
| Spindle (pagliko ug paggaling) | ||
| Katulin sa spindle | rpm | 10000 |
| Gahum sa spindle | Kw | 42/58 |
| Spindle torque | Nm | 215/350 |
| Spindle tapre |
| HSKA100 |
| Distansya gikan sa sentro sa spindle hangtod beam guideway ibabaw | mm | 1091.5 |
| Modelo | Yunit | FH100P-C |
| Tool nga magasin | ||
| Tool interface |
| HSKA100 |
| Kapasidad sa magasin sa himan | PCS | 40 |
| Max.tool diametro / gitas-on / gibug-aton |
| Ø135/300/12 |
| Tool switch(Tool to) | S | 2 |
| Himan sa pagsukod | ||
| Infrared nga probe | Rensishaw OMP60 | |
| Ang instrumento sa pagtuki sa himan sa lugar sa pagproseso sa pagtrabaho | Rensishaw NC4F230 | |
| Kapasidad sa pagproseso | ||
| Max.drill diametro (Medium steel) |
| Ø50 |
| Max.tapping diametro (Medium steel) |
| M40 |
| Max. milling diametro (Medium steel) |
| 250 |
| Katukma (ISO230-2 ug VDI3441) | ||
| X/Y/Z nga pagkasibu sa pagposisyon | mm | 0.006 |
| X/Y/Z Balika ang pagkatukma sa pagposisyon | mm | 0.004 |
| B/C positioning accuracy |
| 8" |
| B/C Balika ang pagkatukma sa pagposisyon | 4" | |
| Sistema sa pagkontrol |
| Siemens840D |
| Taas sa makina (kinatibuk-ang makina) | mm | 3650 |
| Giokupahan nga lugar alang sa nag-unang makina (L * W) | mm | 5170x3340 |
| Giokupahan nga lugar para sa tool magazine(L*W) | mm | 1915x1400 |
| Giokupahan nga lugar alang sa chip conveyor (L * W) | mm | 3120x1065 |
| Giokupahan nga lugar alang sa tangke sa tubig (L * W) | mm | 1785x1355 |
| Dako nga total nga okupar nga lugar aron makompleto ang makina (L * W) | mm | 6000x3750 |
| Timbang sa makina | Kg | 21000 |
Makina CNCcontroller
| Sistema sa Pagkontrol | Siemens 840DSL (motor ug drive) | ||
| Gidaghanon sa control axes | 5-axis nga dungan nga paggaling nga adunay dungan nga pagliko (NC axis + spindle, BC axis) | ||
| Dungan nga pagkontrol sa 5 ka axes Dungan nga paggaling uban ang pagliko | positioning axis | Standard X, Y, Z, B, C | |
| interpolation | tul-id nga linya | X, Y, Z, B, C axes (X, Y, Z, B, C mahimong mabayran) | |
| arko | X, Y, Z, B, C axes (X, Y, Z, B, C mahimong mabayran) | ||
| Minimum nga yunit sa pagtudlo | 0.001um | ||
| minimum nga control unit | 0.1nm | ||
| Pagpakita | 19LCD | ||
| Motor | Ang triple overload nga kapabilidad nga adunay hingpit nga encoder (ang posisyon sa encoder dili mawala) | ||
| Eksternal nga komunikasyon function | Ethernet ug RS232C interface | ||
| Mode sa operasyon | MDI, Auto, Manwal, Handwheel, Sinugdanan (hingpit), REPOS | ||
| programmatic | Online nga ISO nga editor sa pinulongan | ||
| Labing kataas nga kapasidad sa pagtipig sa programming sa PLC | 2048KB | ||
| Interpolation function | Tul-id nga mga linya, mga lingin agi ug agi sa mga sentro nga punto, mga spiral, maayong mga ibabaw, mga setting sa high speed, ug uban pa. | ||
| Gidaghanon sa mga tool offset | 512 ka grupo | ||
| Pagpadako sa handwheel | 0.1/0.01/0.001mm | ||
| Minimum nga setting ug paglihok nga mga yunit | 1um/X,Y,Z | ||
| pagtipig sa datos | Ang data sa panumduman dili gayud mawala kung ang power off | ||
| rate sa pagpakaon | 0%-150% | ||
| Fast forward magnification | 0%-100% | ||
| Input ug output interface | Ethernet ug RS232C interface, CF card, USB storage backup | ||
| display nga pinulongan | Intsik ug English | ||
Standard nga gidaghanon sa pag-configure
| No | Ngalan sa accessory | yunit | Qty |
| 1 | switch sa pagkontrol sa tiil | gitakda | 1 |
| 2 | Hydraulic clamping mekanismo | gitakda | 1 |
| 3 | Sentral nga Lubrication Device | gitakda | 1 |
| 4 | sistema sa pagpabugnaw | gitakda | 1 |
| 5 | nagtrabaho nga lampara | gitakda | 1 |
| 6 | Tulo ka kolor nga kahayag | gitakda | 1 |
| 7 | pinahigda nga taytayan | Pcs | 1 |
| 8 | Mga pag-ayo sa gamit sa makina | gitakda | 1 |
| 9 | Standard Tool Package | gitakda | 1 |
| 10 | lock sa pultahan sa seguridad | gitakda | 1 |
| 11 | pundasyon kit | gitakda | 1 |
| 12 | I-install ang himan sa pag-adjust | gitakda | 1 |
| 13 | Rigid tapping ug spindle multi-point positioning | gitakda | 1 |
| 14 | Screw conveyor ug automatic chip removal machine | gitakda | 1 |
| 15 | Standard nga hydraulic nga sistema | gitakda | 1 |
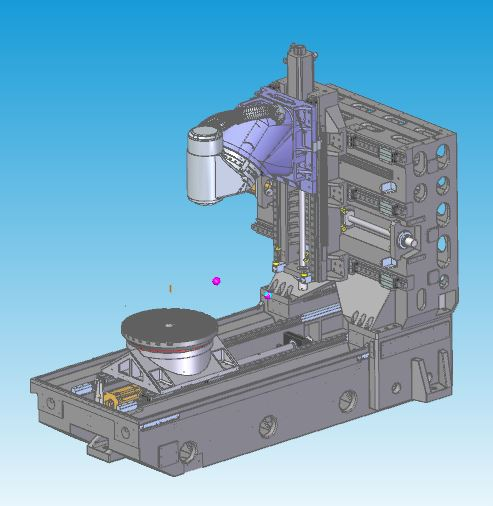
Mga Feature sa Disenyo |Labing maayo nga Mechanical Wire Casting Analysis Design
Full box type thermosymmetric casting structure, gamit ang Meehanna grade high-grade cast iron
Tempering ug natural nga pagtigulang nga pagtambal aron mawagtang ang internal nga stress
Ang istruktura nga natural nga frequency vibration nagwagtang sa stress sa pagproseso sa materyal
Dako nga lugar nga high-rigidity nga disenyo sa kolum nga adunay bug-os nga dingding, epektibo nga nagpauswag sa pagkagahi ug static ug dinamikong katukma
Three-axis hollow cooling screw drive
CNC swing milling ulo (B axis)

Mga Feature sa Disenyo
Gitukod-sa DD motor zero transmission chain walay backlash design
Taas nga acceleration nga mga kinaiya
Ang pinakamubo nga gitas-on tali sa tool nose point sa spindle ug ang structural support point nakaamgo sa pinakataas nga rigidity sa pagputol.
Ang mas dako nga YRT bearings nagdugang sa rigidity
Gisangkapan sa HEIDENHAIN high-precision rotary encoder measurement system, bug-os nga closed-loop control aron masiguro ang labing maayo nga katukma
Spindle ug B-axis cooling system nga disenyo aron makunhuran ang pagbalhin sa kainit
Rotary table (C axis)

Mga Feature sa Disenyo
Gitukod-sa DD motor zero transmission chain walay backlash design
Taas nga acceleration ug deceleration response nga mga kinaiya
Ang mas dako nga YRT bearings nagdugang sa rigidity
Dako nga rated driving torque, positioning ug pagproseso sa lamesa positioning ug clamping device
Himamata ang duha ka mga panginahanglan sa pagproseso sa paggaling ug paggaling, pagpakunhod sa pagdumala sa workpiece ug pagpalambo sa katukma sa produkto
Gisangkapan sa HEIDENHAIN high-precision rotary encoder measurement system, bug-os nga closed-loop control aron masiguro ang labing maayo nga katukma
Ang disenyo sa sistema sa pagpabugnaw aron makunhuran ang pagbalhin sa kainit
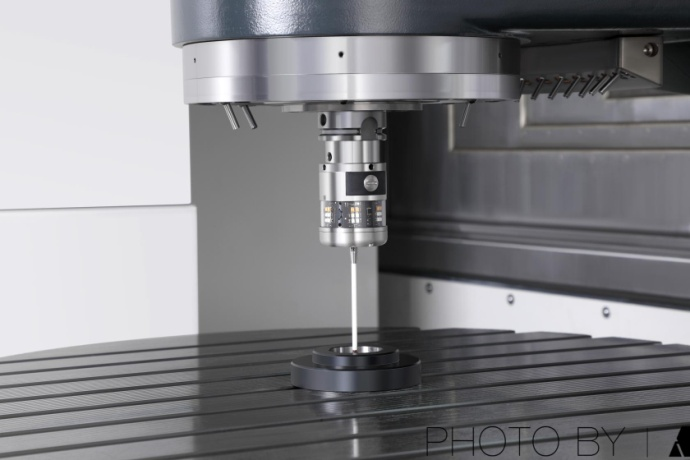
Liftable tool setter

Mga Feature sa Disenyo
Gisangkapan sa Ransishaw NC4F230 non-contact laser tool setter alang sa mas taas nga katukma
Awtomatikong setting sa himan sa makina, awtomatikong pag-update sa kompensasyon sa himan
Ang himan sa paghimo sa himan mahimong ipataas ug ipaubos aron maluwas ang luna sa pagproseso nga nawong
Ang bug-os nga sealed sheet metal nga disenyo nanalipod sa tool setter gikan sa tubig ug iron filings atol sa pagproseso
Infrared nga probe
Mga Feature sa Disenyo
Gisangkapan sa Ransishaw OMP60 optical touch probe
Pag-align sa workpiece sa makina ug pag-inspeksyon sa gidak-on, pagpakunhod sa mga sayup sa pag-inspeksyon sa manwal, pagpauswag sa katukma sa produkto ug kahusayan sa pagproseso
90% savings sa on-machine nga tabang sa panahon